您目前所在的位置:首页 > 新闻及活动 > 新闻
2024-01-22
应用案例 | 金属电镀件镀层厚度测量
来源: 作者: 浏览:196
电镀技术广泛应用于需要金属制品的电子、汽车、家电等各个行业,各个行业的高速发展也带动了电镀技术的进步。通过电镀,可以改善金属部件的耐蚀、耐磨等表面性能,修复金属部件的尺寸,美化金属制品的外观从而提高其档次等。电镀件是否满足金属制品的功能要求,与其镀层的厚度息息相关。本文就某个金属电镀件,采用金相法进行镀层厚度测量,为金属制品的电镀层厚度测量提供参考。该金属电镀件如下图所示。
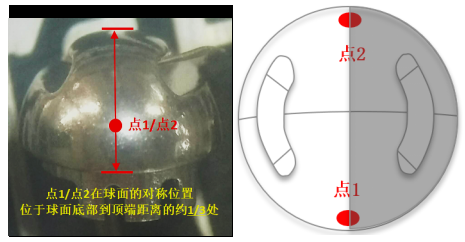
图1.原始试样示意
(左)实物图,(右)左图俯视图
01.手动研磨定位
样品外观是曲面,目标位置在图1所示表面上的红点。第一步需要将其磨平并磨近目标位置,使样品方便镶嵌,另一方面可降低镶嵌后的磨抛难度与工作量。研磨前做好点1和点2的标记,研磨时尽量将图1(右)的阴影部分磨去,靠近点1和点2,并保证点1和点2的切面与研磨面垂直。
02.镶嵌
样品测试目标是位于边缘处的镀层,需对它进行良好的镶嵌保护,避免后续研磨形成圆角,影响测量准确度。
镶嵌采用浇注冷镶嵌的方法,选用标乐型号为EpoKwick TM FC的环氧树脂及相应固化剂套装,这款树脂流动性很好、收缩率较低,对样品的保护效果很好。镶嵌流程如下图所示。
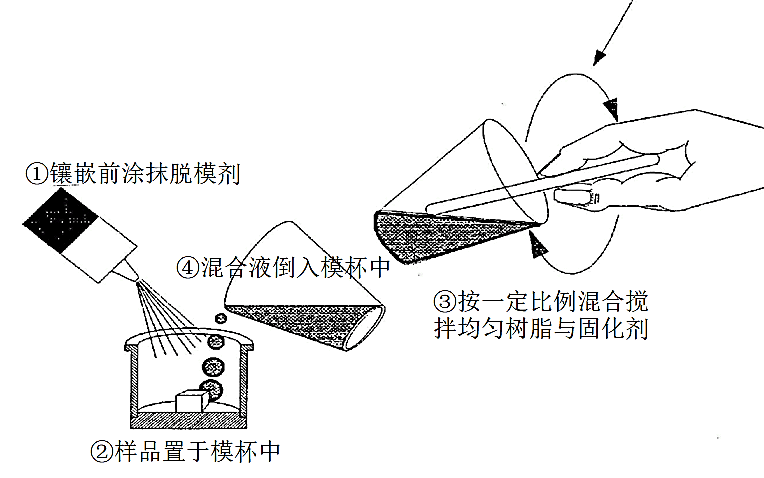
图2.镶嵌流程示意图
该过程还使用了型号为SamlKupTM的模杯,模杯直径为25 mm,并配合型号为Release Agent的脱模剂使用。

图3.金属电镀件镶嵌示意
03.磨抛
研磨与抛光采用标乐的手自一体磨抛机AutoMet 250 的半自动模式。主要参数如下表1所示。

表1.机械磨抛参数
表中步骤1-3是手动研磨的参数推荐,因为镶嵌后难以定位,因此手动研磨靠近1/2处后再镶嵌。3 µm(步骤5)及0.05 µm(步骤6)细抛步骤对样品的去除量极小,对后续测量的影响可忽略不计,因此镶嵌后可直接9 µm(步骤4)粗抛至1/2处,再继续用3 µm抛光液抛光,最后通过0.05 µm氧化铝抛光步骤可获得光亮平整的表面。
04.显微观察和镀层厚度测量
最终拍照与测量结果如下图:


图4.点1在金相显微镜100X(即物镜10X)与 1000X(即物镜100X)下的形貌


图5.点2在金相显微镜100X(即物镜10X)与 1000X(即物镜100X)下的形貌
05.备注
1) 镶嵌时要避免样品角度不对造成的误差;
2) 研磨抛光时要消除因为材料延展造成的误差;
3) 镀层多且厚度小,更精确的测量结果,可通过更高倍数的电镜获得;
4) 以上研磨与抛光参数仅供参考,可根据具体材料类型进行调整。
06.所用设备
标乐手自一体研磨机AutoMet 250

徕卡金相显微镜DM4 M

上一篇:w66给利老牌聚焦 | 2024年广州国际计量测试技术与设备展览会
下一篇:w66给利老牌聚焦 | 成都市机械工程学会材料与热处理分会会员大会


